 PLC入门基础
PLC入门基础 电工基础知识
电工基础知识  电工技术基础
电工技术基础  电工维修知识
电工维修知识  电工安全知识
电工安全知识  电工考证知识
电工考证知识  电工学习网
电工学习网 PLC入门基础
PLC入门基础 薄刀式分切压痕机控制系统的程序设计是怎样的?
薄片式分切压痕机控制系统的控制程序按功能分为4部分,分别为两个变频器的速度控制、自动纠偏、磨刀控制及磨刀时间和间隔时间的设定。系统的梯形图如图7-42所示。 压痕变频器的速度根据主轴的速度设定,在本程序中采用定时中断的方式对主轴速度进行采样,采样周期为100ms,在中断程序中将采样的主轴的速度存放在VW10中,数据范围为0~32 000,对应的主轴转速为0-- 1500r/min,详见主程序的网络l和中断程序。
压痕电动机要求的转速为0~1500r/min,所以将采集到的主轴的速度通过AQW0对压痕变频器输出频率进行设定。
分切电动机要求的转速为300~1200r/min,所以只要将分切变频器速度设定单元VW300的上限和下限分别设定为26000(对应转速1200r/min)和8000(对应转速300r/min),然后通过AQW2对分切变频器输出频率进行设定即可。
S7-200系列PLC的CPU提供了一个或两个模拟电位器,可以通过调节这些电位器来增加或降低存于特殊存储器(SMB28和SMB29)中的值(0~255),这些只读值在程序中可以作为定时器、计数器的设定值等多种功能。在本例中,就是利用这两个模拟电位器来作为磨刀时间和磨刀间隔时间的设定值。
在本例中,对两个特殊存储器中的值进行多次读取并求得平均值,再将此平均值按照要求通过一定的转化,最后得到符合要求的磨刀时间(VW54)和粗设磨刀间隔时间(VW64)的设定值,然后根据主轴的转速将磨刀时间进行微量调整,即主轴速度高则要求磨刀间隔时间短,最后得到磨刀间隔时间(VW66)。
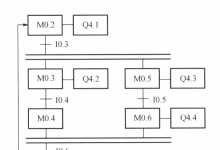
自动磨刀时,停止间隔时间到,则按顺序分别对4片刀进行磨削;手动磨刀时,某一个时刻只能磨一片刀;自动纠偏时,如果边沿检测光电开关检测到纸板走偏,则通过横向移动电动机将这个机构做相应的移动,移动的时间为2s,移动后应停止2s,再根据检测结果进行处理,以防止机构抖动。


下一篇: PID控制的原理是什么?


最新更新
推荐阅读
猜你喜欢
电工推荐
