 PLC入门基础
PLC入门基础 电工基础知识
电工基础知识  电工技术基础
电工技术基础  电工维修知识
电工维修知识  电工安全知识
电工安全知识  电工考证知识
电工考证知识  电工学习网
电工学习网 PLC入门基础
PLC入门基础 电动机定时正反转的plc编程
电动机的定时正反转控制(带双重互锁)的PLC程序设计
本文主要是用可编程控制器PLC编制一个梯形图程序,来实现三相异步电动机的带双重互锁的定时正反转控制。
一般的只具有线圈互锁的电机的正反转控制程序,要想进行正反转切换,必需先使用电机停下来才可。那么,在电机不停下的情况下如何能直接实现正反转的切换呢?
1.目的
用PLC实现三相异步电动机的和正转、反转、停止控制,具有防止相间短路的措施和过载保护环节。要求在电机不停下的情况下,定时直接实现正反切换。
2.具体要求
(1)按下正向起动按钮时,电动机正向起动,并稳定运行。
(2)按下反转起动按钮时,电动机反向起动,并稳定运行。
(3)按下停止按钮sb1,电动机停止运行。

3.编程过程
(1)I/O点分配
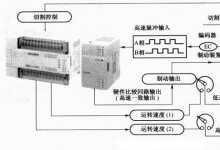
(2)外部接线图
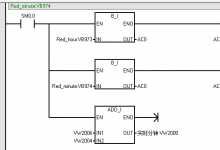
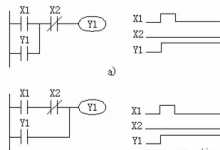
(3)梯形图程序设计
(4)分析工作原理
按下正向起动按钮sb2时,常闭触点IO.2断开,QO.1的线圈失电释放,接触器km1得电吸合,电动机正向起动,并稳定运行。
按下反转起动按钮sb3时,常闭触点IO.3断开,QO.0的线圈失电释放,同时IO.3的常开触点闭合,接通QO.1线圈并自锁,通过输出电路,接触器km2得电吸合,电动机反向起动,并稳定运行。
按下停止按钮sb1,或过载保护FR动作,都可使KM1或KM2失电释放,电动机停止运行。
(5)说明
电动机在正反转切换时,为了防止因主电路电流过长,或接触器质量不好,某一接触的主触点被断电时产生的电弧熔焊而被粘结,其线圈断电后主触点仍然是接通的。这时,如果另一接触器线圈通电,仍将造成三相电源短路事故。为了防止这种情况的出现,应在可编程控制器的外部设置有KM1和KM2的常闭触点组成的硬件互锁电路,假设KM1的主触点被电弧熔焊,这时其辅助常闭触点处于断开状态,因此KM2线圈不可能得电
4.结论
该程序中用了正反转的启动按钮进行互锁,可以使在电机不停下的情况下,定时地直接实现电动机正反切换。
上一篇:PLC网络通信有哪几种型式?
下一篇:PLC在汽机保护系统的应用


最新更新
推荐阅读
猜你喜欢
电工推荐
