 PLC学习资料
PLC学习资料 电工基础知识
电工基础知识  电工技术基础
电工技术基础  电工维修知识
电工维修知识  电工安全知识
电工安全知识  电工考证知识
电工考证知识  电工学习网
电工学习网 PLC学习资料
PLC学习资料 plc编程在机械手控制的应用
机械手是工业自动控制领域中经常遇到的一种控制对象。机械手可以完成许多工作,如搬物、装配、切割、喷染等等,应用非常广泛。应用PLC控制机械手实现各种规定的工序动作,可以简化控制线路,节省成本,提高劳动生产率。本文以某物流控制中的机械手控制为例,分析了PLC与步进驱动装置的控制方法,本系统涉及的主要硬件是S7-200 PLC和SH-2H057步进驱动器。
1、系统工作工程
本系统的机械手部分由底盘、立杆、手臂、手组成,其中底盘由一个步进电机驱动,可顺逆时针旋转;立杆由一个步进电机驱动,可上下移动;手臂由一个步进电机驱动,可前后伸缩;手由气泵控制,可抓紧和放松。在相应位置都有位置检测信号用于定位。参见图1。

从复位位置启动,根据要求到相应出货台(1,2,3号货台),此时底盘转动到要求位置,立柱下降,手臂伸出,定位后手抓货物,立柱上升,同时手臂回收(以免运行中与其它设备相撞),然后到相应出货台(左,或右出货台),立柱下降,手臂伸出,手打开,把货物放在相应出货台上。
(2) 进货过程
从复位位置启动,根据要求到相应出货台(左,或右出货台),此时底盘转动到要求位置,立柱下降,手臂伸出,定位后手抓货物,立柱上升,同时手臂回收(以免运行中与其它设备相撞),然后到相应出货台(1,2,3号货台),立柱下降,手臂伸出,手打开,把货物放在相应出货台上。
2、 系统设计思想
步进控制电路设计思想,PLC继电器式输出模块工作速度较低,故采用高频脉冲方波发生器,给出步进脉冲,其振荡频率按步进电机速度设置,步进量的控制采用位置检测,根据位置检测信号用PLC的输出点切断进给电机,实现步进电机的停车, 其程序流程图如图2所示。
在整个机械手运行控制过程中,采用限位开关以及面板操作开关以及系统逻辑开关作为输入点,整个系统中底盘有5个限位开关,分别作为5个位置的定位输入点,立柱有4个限位开关,分别为1个复位开关、一号位限位输入量、上限位、下限位。手臂有3个限位开关:手臂复位限位数入点、手臂前限位、手臂后限位。抓手限位开关,为抓手复位输入点。一共13个限位开关完成全部的控制输入。各限位开关分布情况见图1,由于在整个控制过程中全部是通过控制步进电机驱动模块再驱动步进电机执行。这里对用集成脉冲输出触发步进电机驱动器原理进行说明。S7-200 PLC(CPU 226)的Q0.0和Q0.1分别对升/降步进电机、前/后步进电机发送脉冲;CPU 226的Q0.2对转盘步进电机发送脉冲。而步进电机的正/反转则分别是CPU 226的Q0.4和Q0.5分别对升/降步进电机、前/后步进电机实行控制;CPU 226 的Q0.6和Q0.7分别对转盘步进电机正反、抓手气泵开关实行控制。
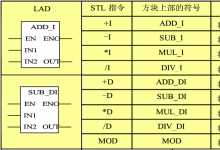
机械手PLC程序的设计编写采用了STEP 7-Micro/WIN32软件的数据表(STL)的形式。程序设计修改方便,设计完成可联机调试,没有问题再把步进电机接上。
上一篇:S7200plc编程步骤
下一篇:西门子PLC的模拟量编程算法
相关推荐




最新更新
推荐阅读
猜你喜欢
电工推荐
