 PLC入门基础
PLC入门基础  电工基础知识
电工基础知识  电工技术基础
电工技术基础 电工维修知识
电工维修知识  电工安全知识
电工安全知识  电工考证知识
电工考证知识  电工学习网
电工学习网 电工技术基础
电工技术基础 FPC特殊单面双接触板的良率改善方法
FPC独特单层双触碰板的合格率改进方式
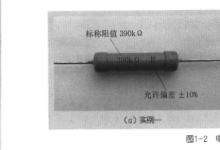
如图所示1所显示,当单层双触碰的FPC电级长短超过3.0mm,总宽低于0.3mm时,在制造之中(蚀刻加工、去膜、表层清理、贴防护膜)非常容易导致电级形变、歪曲、破裂,比较严重影响到了企业产品的合格率。如之前我司接到那样一个订单,按常规的加工工艺制做,合格率很低,仅有50%上下,连货都没有办法交货。后历经的加工工艺改善,合格率提高到85~93%中间。下边我就要详细介绍怎么开展加工工艺改进:
?

1、加工工艺改善立足点:
如图所示1所显示,大家假定B一部分是在制造中(蚀刻加工后高于一切防护膜压合)必须镂空雕花的一部分。当这一部分镂空雕花后,沒有提升一部分来支撑点镂空雕花的电级,在外力作用(如水准机的自喷工作压力、伸缩、运送)的效果下非常容易导致电级歪曲、形变、破裂。因此加工工艺改进的要点便是给敏感的电级一个支撑柱。
2、支撑柱的采用:
因为支撑柱从蚀刻加工前到上防护膜都的用,尤其是还需要开展压合。因此 ,大家务必选择可以耐热的化学物质。在这里能够采用耐高温胶带(如KAPTON胶布KA00),该胶布规定胶不容易迁移,可以耐高温压(快压力机)的高溫。
3、加工工艺表明:
3.1 路线用湿膜来做,先丝印油墨B面,烤制后再丝印油墨A面,再烤制。随后开展曝出、显影液,该步的留意点便是B面无需曝出,若曝出会导致事后去膜艰难;
3.2 显影液后对B面开展贴胶布(贴在湿膜的表层),如图2。在这里要留意,耐高温胶带要贴整平,有加固对合标识时,胶布尽可能不能超出标识线,由于在压合后在耐高温胶带部位会出现一点印痕,若有加固得话,则恰好能够遮住压印;
3.3 蚀刻加工、显影液、表层清理按一切正常流程开展;
3.4 上防护膜压合(用快压力机开展压合)。这时一定要对压合主要参数开展一个最优控制,提升标准便是用较少時间、最少工作压力及较低溫度压合。由于高溫、长期、大工作压力很容易导致高温胶的改变及其高温胶遮住的湿膜去膜艰难。
3.5 撕下耐高温胶带,去膜(当心实际操作)、磨板除去电级处的灰化铜;
3.6 烤制,开展上防护膜干固;
3.7 后边工艺流程依旧。
4、后话
该方式是一个偏方,工艺流程也略微麻烦了一些,并且还需要附加耐高温胶带辅材。但我认为或是很可用电级长短超过3.0mm,总宽低于0.3mm的单层双触碰的FPC的生产制造,对合格率的增强是毫无疑问的。
有感兴趣还可以试一下,利与弊自身考量。
上一篇:PCB电路板检查方法基础知识




最新更新
推荐阅读
猜你喜欢
电工推荐
